




| Grootte klauwplaat | 8” |
| Max. bewerkingsdiameter | Φ670 mm |
| Max. bewerkingslengte | 1011 mm / 1519 mm |
Multi-Tasking machines
INTEGREX AG
Hybride multi-tasking-machines voor tandwielverspaning en meten
- Integratie van tandwielprocessen voor zeer nauwkeurige bewerking en reductie van de in-procestijd
- Drie soorten bewerkingsmethoden voor tandwielen (skiving, hobbing en vingerfrezen) zijn geïntegreerd om aan uiteenlopende behoeften te voldoen, van grootschalige productie in kleine hoeveelheden tot massaproductie
- Conversationele programmering voor snijgereedschapspaden en metingen, kan eenvoudig in een korte tijd worden gemaakt
Max. bewerkingsdiameter
De combinatie van de INTEGREX met verspanen van tandwielen en meten
De INTEGREX AG-serie voert draaien, frezen, 5-assige bewerking en tandwielbewerkingen uit
In deze enkele machine zijn drie bewerkingsmethoden voor tandwielen geïntegreerd: skiving, hobbing en vingerfrezen. Het voldoet aan uw productiebehoeften, variërend van flexibele bewerking met universele vingerfrezen tot massaproductie met gespecialiseerd gereedschap. Bovendien kan de tandwielmeting in de machine worden uitgevoerd.
- 1: 5-assige bewerking
- 2: Verspanen van tandwielen
- 3: Meting van tandwielen

Produceer tandwielen zonder een speciale tandwielmachine
Skiving van tandwielen
Verbeterde productiviteit dankzij high-speed skiving
- Zeer nauwkeurig skiven met de unieke besturingstechnologie van INTEGREX AG.
- De nauwkeurigheid van de synchronisatie tussen draai- en freesspil blijft zelfs bij het maximale toerental van elke spil behouden
- Skiving van tandwielen kan worden uitgevoerd met behulp van een kleine gereedschapsdiameter of met een kleine werkstukdiameter of met behulp van een hardmetalen gereedschap

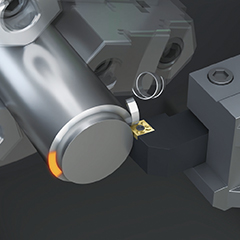
Jet stream klauwplaatkoelvloeistof (optioneel)
Jet stream klauwplaatkoelvloeistof vermindert spaanophoping in het tandwieloppervlak tijdens interne tandwiel skiving en verlengt de standtijd. Met de nozzle-aanpassing kunt u de hoek draaien (40° tot 95°).
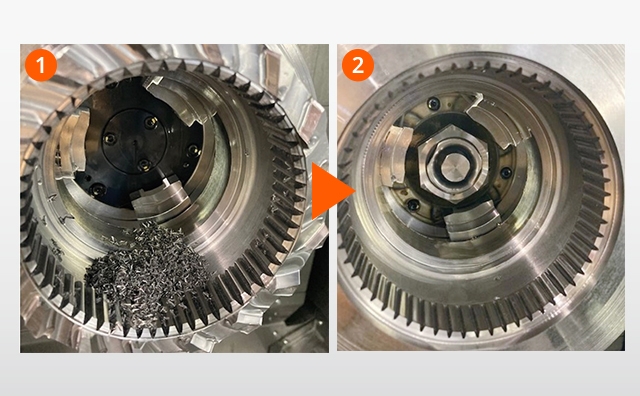
2: Bewerking met Jet stream klauwplaatvloeistof

Hobbing
Bereikte ISO klasse 7 bewerkingsnauwkeurigheid
SMOOTH GEAR HOBBING, bewerkingsprogramma-ondersteunende software voor Gear hobbing, is uitgerust met een "hobbing shift-functie" die het bewerkingspunt van het gereedschap voor elke pas verschuift, waardoor de cyclus wordt verlengd totdat het gereedschap opnieuw moet worden geslepen. Ook beschikt het over een "tandgeleidingsmodificatiefunctie" die het tandcontactpunt van het bewerkte tandwiel aanpast.

Vingerfrezen.
U kunt in de handel verkrijgbare vingerfrezen gebruiken. Met behulp van de speciale software ”Smooth Gear Milling” kunnen de tandwieltanden één voor één worden gesneden met een standaard vingerfrees. De "Tandprofielcorrectiefunctie" en "Tandspoedcorrectiefunctie" wijzigen de bewerkte tandwieltanden. De functies bieden bewerkingsnauwkeurigheid van ISO-klasse 5 (voorheen JIS-klasse 1).

Tijdsbesparing tijdens het proces
Vergelijking van hobbing door een multi-tasking machine en vingerfrezen door een INTEGREX AG
In het geval van de bewerking van onderdelen voor productie met een hoge mix en kleine hoeveelheden, hebben gespecialiseerde machines veel tijd nodig om de gereedschappen en opspanningen voor te bereiden. De INTEGREX AG kan een grote verscheidenheid aan tandwielen bewerken met in de handel verkrijgbare vingerfrezen, waardoor de productiedoorlooptijden aanzienlijk worden verkort.
1: Voorbereiding van gereedschap en opspanning
2: Programmeren
3: Bewerking van tandwielen
4: Bewerking

Locatie van de tandwieltand voor fasepositionering voor andere bewerkingen
Radiale in-fase locatie van de tandwieltand
Na het skiven of hobben van de tandwielen wordt de middenhoek van de tandgroef van het tandwiel geïdentificeerd. Op basis van de geïdentificeerde fasehoeken kan de machine worden geautomatiseerd voor een spiebaanbewerking, boren en ontbramen met een kogelfrees. De centrale hoek van de tandgroef van het tandwiel wordt aangegeven op het eindvlak of de puntcirkel, terwijl de aan- of afwezigheid van tanden wordt bepaald. De werkelijke identificatienauwkeurigheid is 0,005° (16 μm op een cirkel met een diameter van 360 mm). De positie van de meettaster en de voedingsrichting van de meettaster kunnen zonder interferentie worden ingesteld op basis van de vorm van het doelwerkstuk en de contactpunten van de stylus.

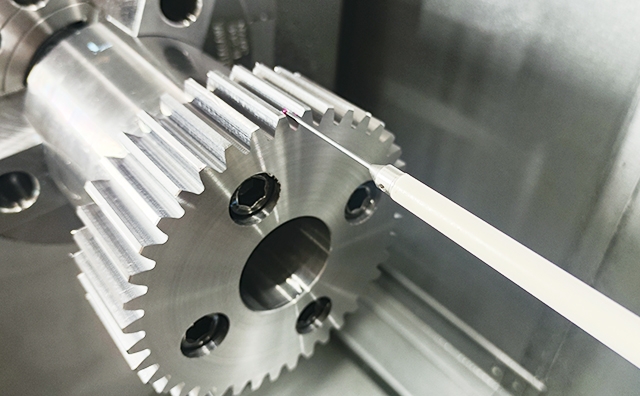
Ondersteuning van hoogwaardige productie met steekmeting door behulp van een taster
Steekmeting
Na de bewerking worden steekmetingen uitgevoerd met behulp van een taster. Naast de enkele steekfout, de cumulatieve steekfout en de uitloop van de tandruimte wordt ook het middelpunt van de steekcirkel berekend.
Scanning van tandwielen is optioneel beschikbaar. Visualiseer het bewerkte tandwielvlak door het tandwielprofiel en de spoed te meten.
Tandwielprofiel en meting van de spoed*
Het tandwielprofiel en de spoed worden onmiddellijk gemeten door de meettaster na de bewerking te gebruiken.
Het aantal instellingen dat nodig is om het bewerkte werkstuk naar de 3D-meetmachine te transporteren voor inspectie en vervolgens terug naar INTEGREX voor aanvullende bewerking, is verminderd.
De meetresultaten worden weergegeven op het MAZATROL SmoothAi-display en het tandoppervlak van het tandwiel kan worden bekeken.
*Optie

Meting van het tandoppervlak met meettaster

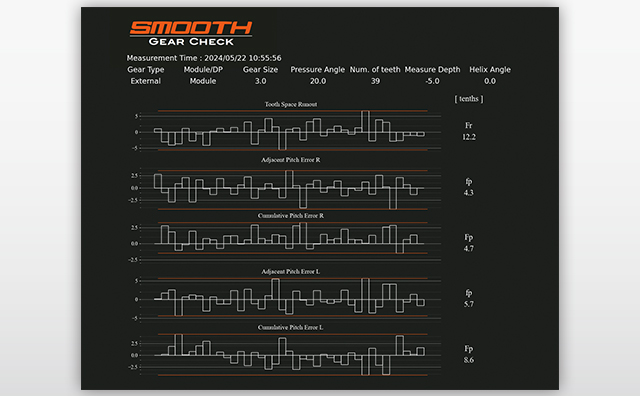
MAZATROL SMOOTHAI toont de meetresultaten
De meetresultaten op het CNC-display kunnen met één druk op de knop als afbeelding (PNG-bestand) worden weergegeven.
Conversationeel programmeren voor uiterst nauwkeurig verspanen en meten van tandwielen
Programma's worden eenvoudig en snel gemaakt door simpelweg de verschillende parameters en voedingssnelheden in te stellen die in de tekeningen zijn aangegeven terwijl u de grafische begeleiding bekijkt. Deze ondersteunende software creëert speciale G-codeprogramma's en genereert verder automatisch gereedschaps- en meetbanen. Het verspanen en meten van tandwielen wordt uitgevoerd door op de startknop van de cyclus te drukken.