





| Vývrt vřetena | Φ 61 mm |
| Velikost sklíčidla | 6″ |
| Max. průměr obrábění | Φ 245 mm |
| Max. délka obrábění | 605 mm |
CNC soustružnická centra
QRX
Kompaktní CNC soustružnická centra s 2 revolverovými hlavami s frézováním a osou Y
- Frézovací vřeteno a spodní revolverová hlava umožňují značné zkrácení doby cyklu
- Snadné programování vyvažovacího řezání a simultánního levého a pravého obrábění s konverzačním programem MAZATROL
- Široká řada možností automatizace pro zvýšení produktivity včetně podavačů tyčí, vykladačů obrobků a automatického odebírání dílů

QRX-50MY SG (provedení s koníkem)

Simultánní obrábění s frézovací hlavou a spodní revolverovou hlavou umožňuje efektivní hromadné obrábění hřídelových tvarů.
QRX-50MSY SG (provedení se sekundárním vřetenem)

Konstrukce stroje se 2 revolverovými hlavami a 2 vřeteny umožňuje simultánní obrábění vlevo a vpravo, což umožňuje efektivní hromadnou výrobu obrobků tyčových tvarů.
Kapacita při zpracovávání tyčí
| Model stroje | Hlavní vřeteno | Druhé vřeteno |
|---|---|---|
| QRX-50MY SG | Φ 52 mm | - |
| QRX-50MSY SG | Φ 52 mm | Φ 52 mm |
Velikost sklíčidla
Prostorově úsporná konstrukce
Prostorově úsporné provedení, které bere v úvahu podlahovou plochu; optimální umístění včetně podavače tyčí dosahuje minimální šířky ve své třídě

Snaha o ještě vyšší produktivitu prostřednictvím automatizace
Volitelně je k dispozici řada automatizačních zařízení, jako jsou například podavače tyčí, vykladače obrobků a automatické odebírání dílů, která umožňují dlouhodobý automatický provoz.
Podavač tyčí a vykladač obrobků
(QRX-50MSY SG)
Během zpracování pomocí hlavního vřetena je dokončený výrobek na druhém vřetenu odebírán ze stroje, což umožňuje nepřetržitý automatický provoz bez prodlužování doby cyklu stroje. Provedení vykladače obrobků lze volit mezi typem s rukou a typem s nádobou.

Automatické odebírání dílů
Nádoba připevněná ke spodní revolverové hlavě se používá pro dopravu hotových výrobků z prvního vřetena a druhého vřetena (pro MSY) a zbytků tyčí.

Bubnová revolverová hlava s 12 polohami (24 poloh) jako standardní výbava
Revolverová hlava je bubnovou revolverovou hlavou s minimální možností kolize a používá se montážní systém držáku nástroje BMT45. Držák nástroje může být nainstalován inverzně v poloze 180°.

CNC systém MAZATROL SmoothG

Velký dotykový displej pro intuitivní ovládání

Vysoce efektivní obrábění pomocí speciálního displeje pro 2 revolverové hlavy a podpůrných funkcí
Displej je rozdělený do tří sloupců, což usnadňuje ověřování činnosti každé revolverové hlavy. Obrazovka pro programování EIA/ISO zobrazuje pozice čekajících příkazů vedle sebe, což umožňuje intuitivní a snadné editování programů.

Různé funkce pro kontrolu programů
Virtuální obrábění
Přesná simulace ve stejném provozním prostředí, v němž stroj pracuje, nám umožňuje předem zkontrolovat tvar obrábění a případné kolize. To umožňuje vysoce produktivní práci již od prvního vyrobeného kusu.

Bezpečnostní štít
Dokonce i při manuálním pohybování osami během seřizovacích prací 3D model na obrazovce NC kontroluje případné kolize a upozorňuje obsluhu na potřebu zabránit kolizi stroje.

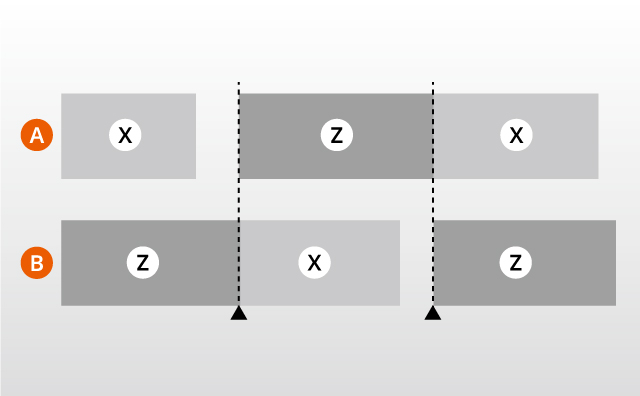
Provoz po jednotlivých blocích v rámci sítě
Když jedna revolverová hlava dokončí proces, zastaví se všechny revolverové hlavy v provozu současně, i když se konec bloku u jednotlivých revolverových hlav liší. Tento způsob provozu po jednotlivých blocích v rámci sítě zajišťuje synchronizaci mezi revolverovými hlavami, čímž zabraňuje kolizím a prodlužování prostojů způsobených nesouladem v programu.

A: Revolverová hlava A
B: Revolverová hlava B
1: Když posuv v ose X revolverové hlavy B dosáhne polohy ▲, revolverová hlava A se také zastaví.
2: Když posuv v ose X revolverové hlavy A dosáhne polohy ▲, revolverová hlava B se také zastaví.
▲: Zastavení provozu
A: Revolverová hlava A
B: Revolverová hlava B
▲: Zastavení provozu
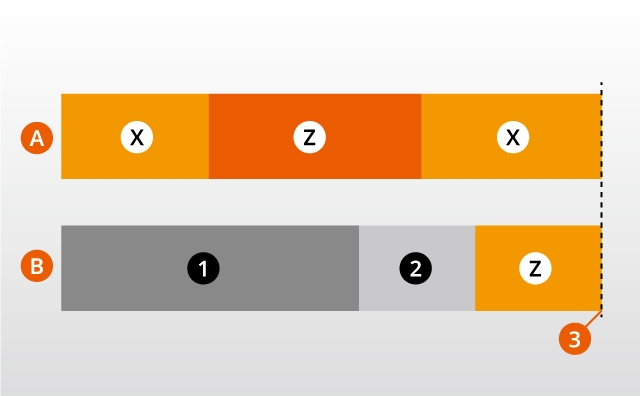
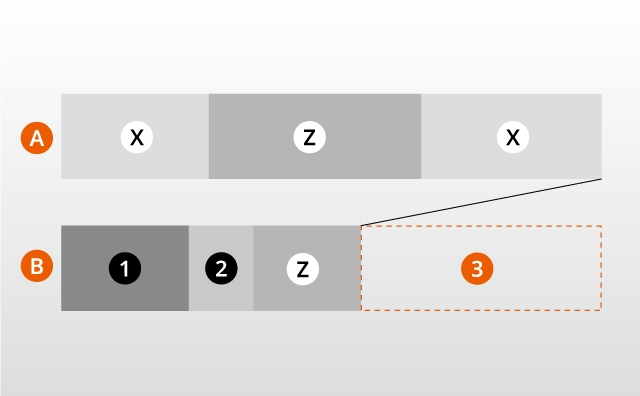
Synchronizovaný provoz s korekcí
Korekce, která umožňuje seřízení doby zpracovávání programu, se promítá nejen do provozní doby revolverových hlav, ale také do doby pohotovostního režimu, což umožňuje provádění programu bez narušení synchronizace mezi revolverovými hlavami. To umožňuje vysoce přesné kontroly případné kolize.
A: Revolverová hlava A
B: Revolverová hlava B
1: Prodleva (pohotovostní doba)
2: Podpůrné funkce
3: Bez nesouladu programu
A: Revolverová hlava A
B: Revolverová hlava B
1: Prodleva (pohotovostní doba) Žádná změna doby
2: Podpůrné funkce
3: Došlo k nesouladu programu
Ovládání ručním impulsním kolečkem
Program obrábění lze ovládat při jakékoliv rychlosti otáčením ručního kolečka CNC systému rukou. Polohu přibližování a body, v nichž existuje pravděpodobnost kolize, lze pečlivě zkontrolovat.

QRX-50MSY SG

QRX-50MY SG
| Vývrt vřetena | Φ 61 mm |
| Velikost sklíčidla | 8″ |
| Max. průměr obrábění | Φ 245 mm |
| Max. délka obrábění | 552 mm |



