




| Orsófurat: | Φ61 mm |
| Tokmány méret | 6” |
| Max. megmunkálási átmérő | Φ245 mm |
| Max. megmunkálási hossz | 605 mm |
CNC esztergaközpontok
QRX
Kompakt, két revolverfejes CNC esztergaközpontok marási funkcióval és Y-tengellyel
- A felső és alsó revolverfejek jelentősen csökkentik a ciklusidőt
- A párbeszédalapú MAZATROL program könnyedén lehetővé teszi a kiegyensúlyozott bal-, illetve jobb oldalon történő szimultán megmunkálást
- Széles automatizálási opcióválaszték a termelékenység növelésére, beleértve a rúdadagolókat, a munkadarab-kirakókat és az automatikus munkadarab-elkapót.

QRX-50MY SG (Szegnyerges specifikáció)
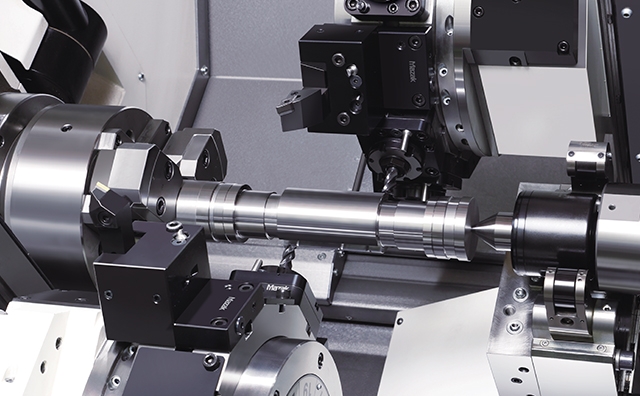
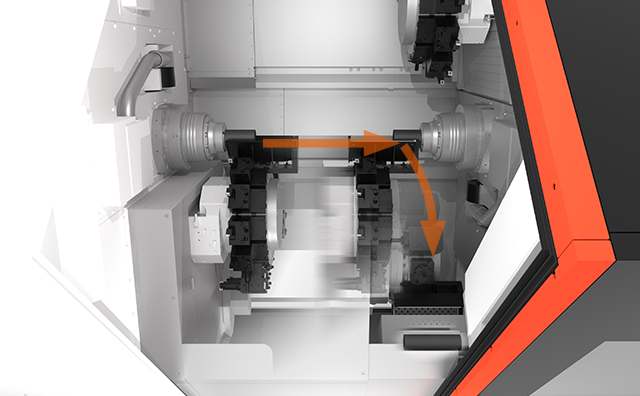
A felső és alsó revolverfejjel végzett szimultán megmunkálás hatékony tömeggyártást tesz lehetővé tengelyjellegű munkadarabok esetében.
QRX-50MSY SG (Ellenorsós specifikáció)
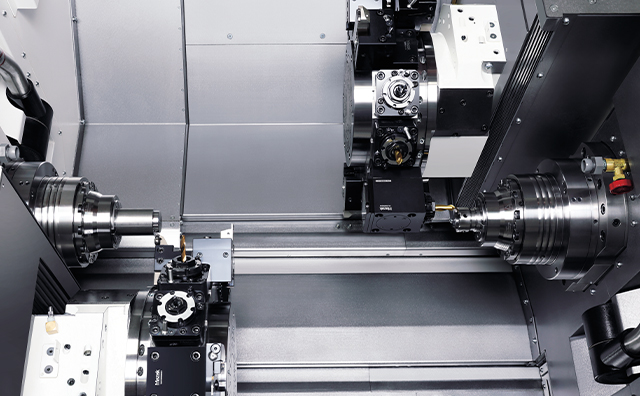
A két revolverfejes és kétorsós gépkonstrukció lehetővé teszi a bal- és jobboldali szimultán megmunkálást, így hatékony tömeggyártást biztosít rúd alapanyagú munkadarabokhoz.
Rúdanyag kapacitás
| Gépkialakítás | Főorsó | Ellenorsó |
|---|---|---|
| QRX-50MY SG | Φ52 mm | - |
| QRX-50MSY SG | Φ52 mm | Φ52 mm |
Tokmányméret
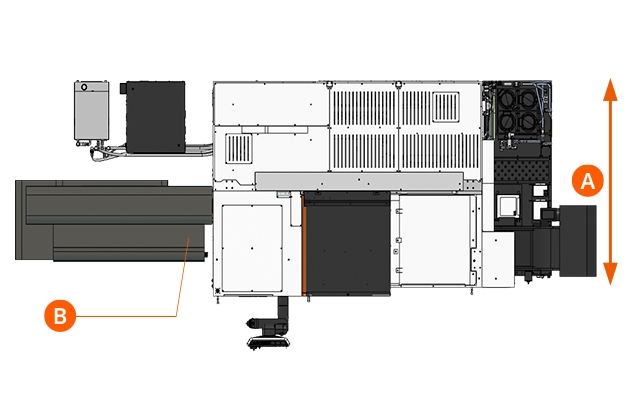
Helytakarékos kialakítás
A kompakt kialakítás az alapterület-használat minimalizálására törekszik; a rúdadagolót is magában foglaló optimális elrendezés a kategória legkisebb szélességét kínálja.
Érjen el még nagyobb termelékenységet az automatizációval!
Számos automatizálási rendszer, például rúdadagolók, munkadarab-kirakók és robotok érhetők el opcionálisan, hogy támogassák a hosszú távú automatikus üzemelést.
Rúdadagoló és munkadarab-kirakó
(QRX-50MSY SG)
Amíg a főorsó dolgozik, az ellenorsón lévő késztermék kikerül a gépből, így a gép megszakítás nélkül, automatikusan üzemelhet a ciklusidő megtartása mellett. A munkadarab-kirakó kivitele kézi vagy tárolós típus közül választható.

Automatikus munkadarab-elkapó
Az alsó revolverfejhez csatlakoztatott gyűjtőedény a főorsóról és MSY modell esetén az ellenorsóról érkező késztermékek, valamint a rúdmaradványok eltávolítására szolgál.
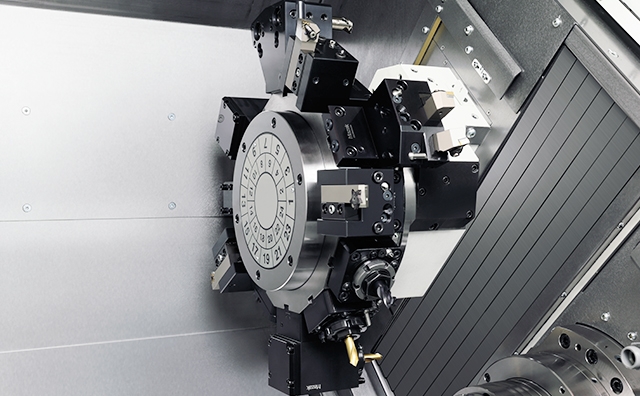
12 férőhelyes revolverfej (24 pozícióval) alapfelszereltségként
A dobkialakítású revolverfej minimális interferenciát biztosít, és BMT45 szerszámtartó-rögzítő rendszerrel van felszerelve. A szerszámtartó 180°-kal elfordítva is felszerelhető.
MAZATROL SmoothG CNC rendszer

Nagy érintőképernyő az intuitív kezeléshez

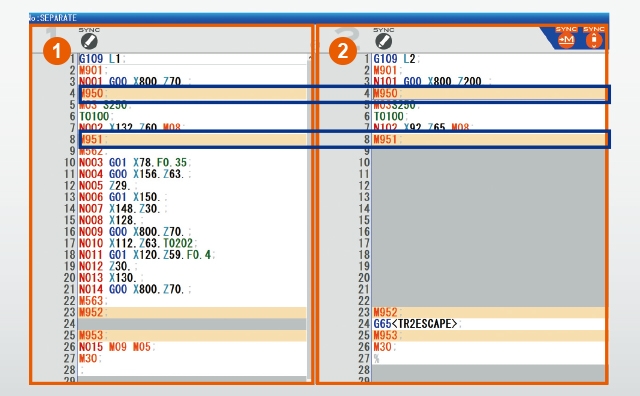
Nagy hatékonyságú megmunkálás a két revolverfejhez dedikált kijelzővel és támogató funkciókkal
A kijelző két oszlopra van osztva, így egyszerűbbé válik az egyes revolverfejek működésének ellenőrzése. Az EIA/ISO programozási képernyő egymás mellett jeleníti meg a várakozó parancsok pozícióit, ezáltal intuitív és egyszerű program szerkesztést tesz lehetővé.
Különböző programellenőrözési funkciók
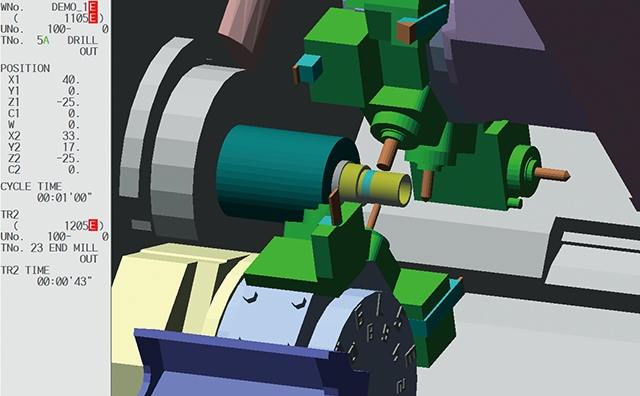
Virtual Machining
A géppel azonos működési környezetben történő pontos szimuláció lehetővé teszi számunkra, hogy előzetesen ellenőrizzük a megmunkálás alakját és az interferenciát. Ez lehetővé teszi a nagy termelékenységű működést már az első gyártott darabtól kezdve.
Safety Shield
Még a beállítási munka során manuálisan mozgatott tengelyek esetén is az NC képernyőn megjelenő 3D modell ellenőrzi az ütközést, és figyelmezteti a gépkezelőt, hogy megakadályozza a gép ütközését.
Inter-grid blokkonkénti megmunkálás
Amikor egy revolverfej befejezi a folyamatot, az összes működésben lévő revolverfej egyszerre áll le, még akkor is, ha a blokk vége revolverfejenként eltérő. Ez az inter-grid blokkonkénti megmunkálás biztosítja a revolverfejek szinkronizációját, megelőzve az ütközéseket és csökkentve a programhibák okozta állási időt.

A: „A” revolver
B: „B” revolver
1: Amikor a B revolver X tengelyének előtolása eléri a ▲ értéket, az A revolver is leáll.
2: Amikor az A revolver X tengelyének előtolása eléri a ▲ értéket, a B revolver is leáll.
▲: Működés leállítása

A: „A” revolver
B: „B” revolver
▲: Működés leállítása
A szinkronizált működés felülírása
Az időtúllépés, amely lehetővé teszi a program feldolgozási idejének módosítását, nemcsak a revolverfejek működési idejét, hanem a várakozási időt is befolyásolja, ezáltal biztosítva a program futását a revolverfejek közötti szinkronizáció megszakítása nélkül. Ez lehetővé teszi a nagy pontosságú ütközés-ellenőrzést.

A: „A” revolver
B: „B” revolver
1: Készenléti idő
2: Támogató funkciók
3: Nincs programeltolódás.

A: „A” revolver
B: „B” revolver
1: Készenléti idő - Nincs változás az időben
2: Támogató funkciók
3: Programeltolódás történt
Működtetés kézikerékkel
A megmunkálási program bármilyen sebességgel működtethető a CNC rendszer kézikerékének elforgatásával. Gondosan ellenőrizhető a megközelítési helyzet és a pontok, ahol az ütközés valószínűleg előfordulhat.

QRX-50MSY SG

QRX-50MY SG
| Orsófurat: | Φ61 mm |
| Tokmányméret | 8″ |
| Max. megmunkálási átmérő | Φ245 mm |
| Max. megmunkálási hossz | 552 mm |



