




| Rozmiar uchwytu | 8" |
| Maks. średnica obróbki | Φ670 mm |
| Maks. długość obróbki | 1011 mm / 1519 mm |
Obrabiarki wielozadaniowe
INTEGREX AG
Hybrydowe obrabiarki wielozadaniowe z funkcją nacinania i pomiaru kół zębatych
- Integracja obróbki kół zębatych pod kątem wysokiej dokładności i skrócenia czasu produkcji
- W jednej maszynie dostępne są trzy metody obróbki kół zębatych (skiving, frezowanie obwiedniowe i frezowanie palcowe), co pozwala na zaspokojenie różnych potrzeb, od małoseryjnej produkcji zróżnicowanych wyrobów po produkcję masową.
- W krótkim czasie można konwersacyjnie tworzyć programy ścieżek narzędzi skrawających i programy pomiarów
Maks. średnica obróbki
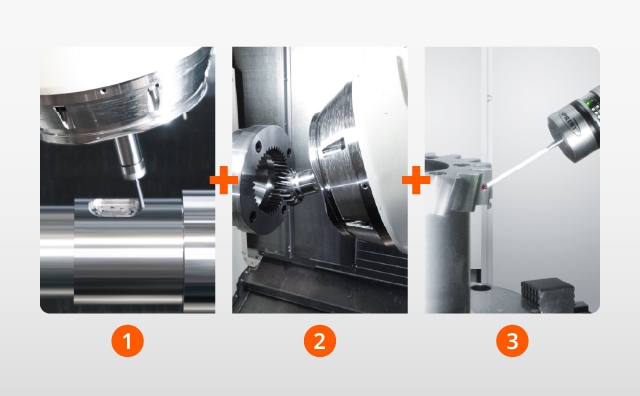
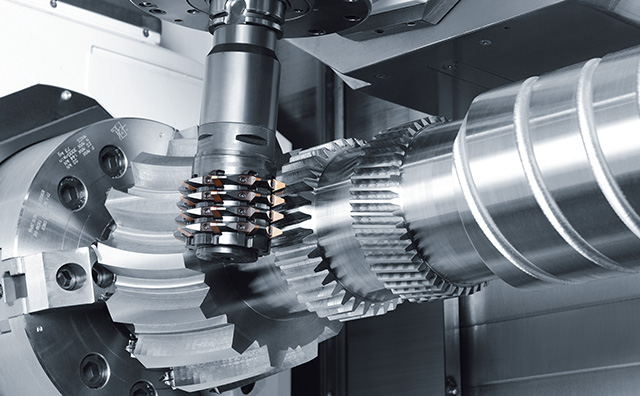
Integracja obrabiarki INTEGREX z funkcjami wycinania i pomiaru kół zębatych
Obrabiarka z serii INTEGREX AG realizuje procesy toczenia, frezowania, obróbki 5-osiowej i obróbki kół zębatych
W jednej maszynie dostępne są trzy metody obróbki kół zębatych — skiving, frezowanie obwiedniowe i frezowanie palcowe. Jest to odpowiedź na różne potrzeby produkcyjne, od wszechstronnej obróbki za pomocą frezów palcowych ogólnego zastosowania po masową produkcję przy użyciu narzędzi specjalistycznych. Co więcej, w tej samej maszynie można realizować pomiar kół zębatych.
- 1: Obróbka 5-osiowa
- 2: Nacinanie kół zębatych
- 3: Pomiar kół zębatych
Produkcja kół zębatych bez specjalnej obrabiarki
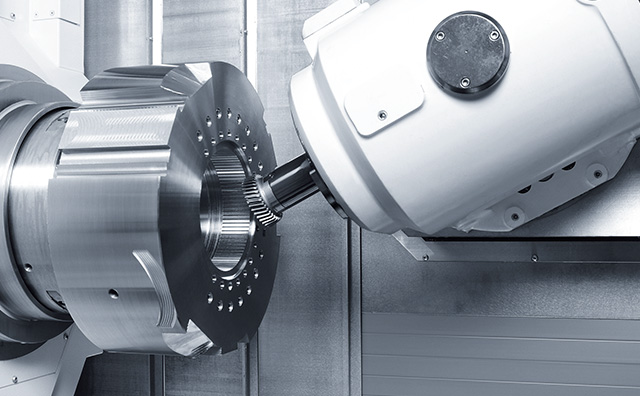
Skiving kół zębatych
Wysoka wydajność dzięki możliwości szybkiego skivingu
- Skiving kół zębatych z dużą dokładnością przy wykorzystaniu unikalnej technologii sterowania stosowanej w maszynach INTEGREX AG.
- Precyzyjna synchronizacja obrotów między wrzecionem tokarskim a wrzecionem frezarskim jest zachowana nawet przy maksymalnej prędkości obrotowej obu wrzecion
- Skiving kół zębatych może być realizowany przy użyciu narzędzia tnącego o małej średnicy i małego detalu albo za pomocą narzędzia tnącego węglikowego
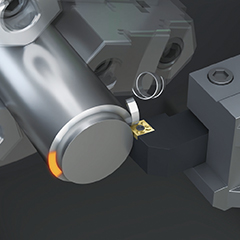
Chłodzenie uchwytu strumieniem z dyszy (opcjonalnie)
Chłodzenie uchwytu strumieniem z dyszy ogranicza zjawisko wbijania się wiórów w powierzchnię koła zębatego podczas wewnętrznego skivingu kół oraz wydłuża żywotność narzędzi. Regulacja dyszy pozwala na zmianę kąta rozprysku w zakresie od 40° do 95°.
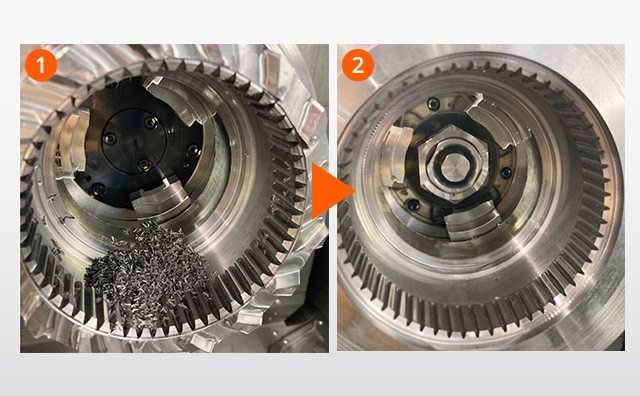
2: Obróbka z uchwytem chłodzonym strumieniem z dyszy

Frezowanie obwiedniowe
Dokładność obróbki klasy 7 wg ISO
Funkcja Smooth Gear Hobbing, która wspomaga programowanie frezowania obwiedniowego kół zębatych, ma opcję przesuwania obwiedni, która w każdym przejściu przesuwa punkt działania narzędzia tnącego, wydłużając okres pracy narzędzia bez ostrzenia. Z kolei funkcja zmiany wyprzedzenia zębów modyfikuje punkt kontaktu zęba obrabianego koła.
Frezowanie palcowe
Można stosować frezy palcowe dostępne powszechnie na rynku. Korzystając ze specjalnego oprogramowania „Smooth Gear Milling”, można wycinać zęby jeden po drugim za pomocą standardowego frezu palcowego. Funkcje „Tooth Profile Correction” i „Tooth Lead Correction” modyfikują zęby obrabianego koła. Zapewniają dokładność obróbki na poziomie klasy 5 wg ISO (dawniej klasa 1 wg JIS).

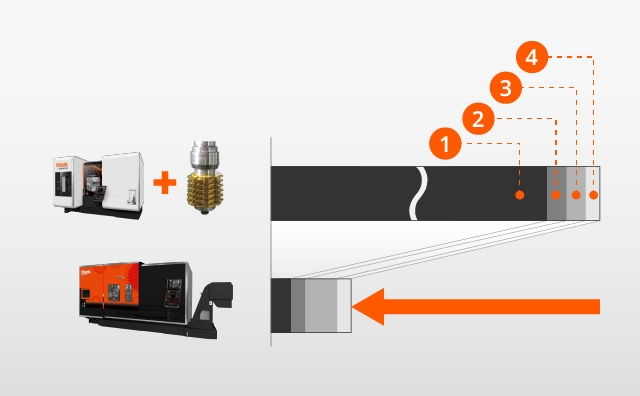
Krótszy czas cyklu produkcyjnego
Porównanie frezowania obwiedniowego w obrabiarce wielozadaniowej i frezowania palcowego w maszynie INTEGREX AG
W przypadku obróbki części do produkcji małoseryjnej zróżnicowanych wyrobów bardzo dużo czasu zajmuje samo przygotowanie specjalnych narzędzi, takich jak frezy obwiedniowe, oraz odpowiednich mocowań. INTEGREX AG jest w stanie obrabiać różnego rodzaju koła zębate za pomocą frezów palcowych dostępnych powszechnie na rynku, co przyczynia się do znacznego skrócenia czasu realizacji produkcji.
1: Przygotowanie narzędzi i mocowań
2: Programowanie
3: Obróbka kół zębatych
4: Obróbka
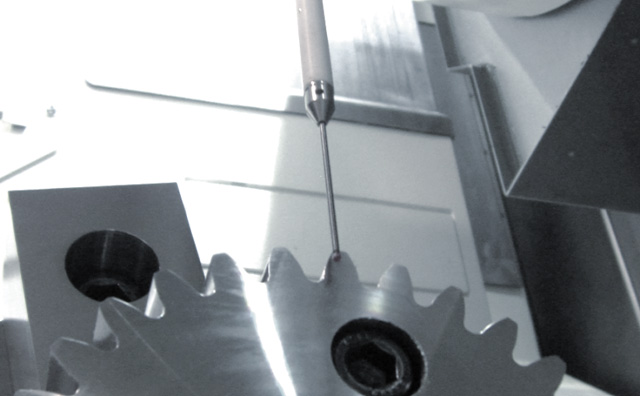
Pozycjonowanie zębów koła w fazie razem z innymi obrabianymi elementami
Określanie kąta fazowego zęba koła
Po skivingu lub frezowaniu obwiedniowym koła zębatego określany jest kąt środkowy rowka między zębami. Na podstawie określonych kątów fazowych maszyna może w sposób zautomatyzowany obrabiać rowki, wiercić i stępiać krawędzie za pomocą kulistego frezu palcowego. Kąty środkowe rowków między zębami wyznaczane są na powierzchni czołowej lub okręgu wierzchołków, na podstawie obecności lub braku zębów. Odbywa się to z dokładnością 0,005° (16 μm na okręgu o średnicy 360 mm). Ustawienie i kierunek posuwu sondy można określić odpowiednio do kształtu docelowego detalu i punktów styku trzpienia.
Wsparcie produkcji wysokiej jakości dzięki pomiarom modułu przy użyciu sondy
Pomiar modułu
Po obróbce wykonywane są pomiary modułu przy użyciu sondy do pomiaru detalu. Oprócz pojedynczego błędu modułu obliczany jest skumulowany błąd modułu, nierównomierność wrębów oraz środek koła podziałowego.
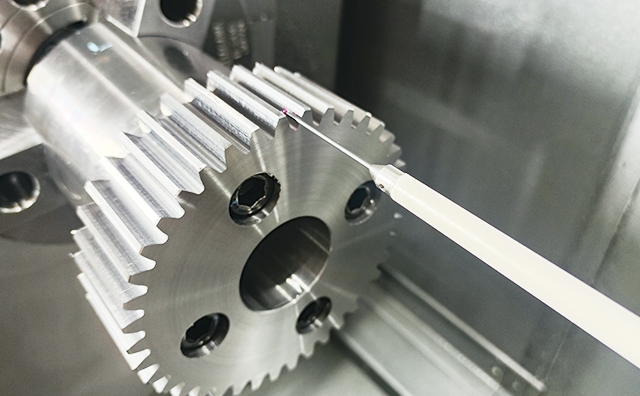
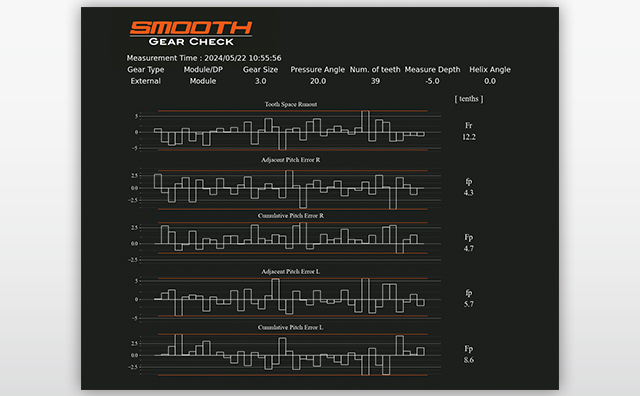
Opcjonalnie dostępne jest skanowanie powierzchni czołowej koła. Możliwe jest zwizualizowanie czoła obrabianego koła zębatego poprzez pomiar jego profilu i skoku.
Pomiar profilu i skoku koła zębatego*
Od razu po obróbce przyłączana jest sonda skanująca do pomiaru profilu i skoku koła zębatego.
Mniejsza jest liczba operacji ustawczych związanych z przenoszeniem obrobionego detalu do maszyny pomiarowej 3D, gdzie zostanie skontrolowany, a następnie z powrotem do maszyny INTEGREX, gdzie odbędzie się dodatkowa obróbka.
Wyniki pomiarów są wyświetlane na ekranie systemu MAZATROL SmoothAi i możliwe jest obejrzenie powierzchni zębów.
*Opcja

Pomiar powierzchni zębów za pomocą sondy skanującej
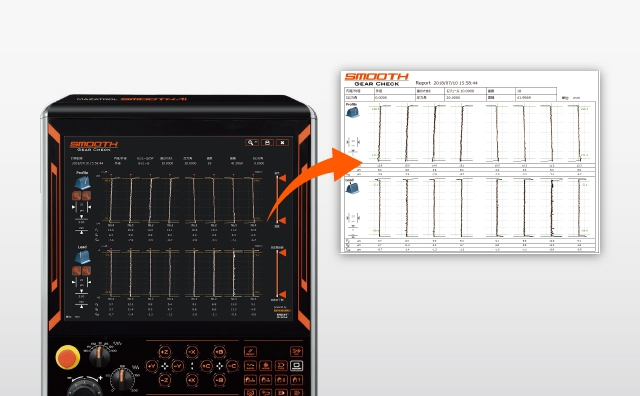
MAZATROL SmoothAi wyświetla wyniki pomiaru
Wyniki z ekranu systemu CNC można, naciskając jeden przycisk, zapisać jako obraz (plik PNG).
Dialogowe programowanie dokładnego nacinania i pomiarów kół zębatych
Programy tworzy się łatwo i szybko — wystarczy skonfigurować różne parametry i szybkości posuwu wskazane na rysunkach, jednocześnie obserwując graficzne wskazówki. To oprogramowanie pomocnicze tworzy specjalne programy w kodzie G oraz automatycznie generuje ścieżki obróbki i pomiarów. Aby przeprowadzić nacinanie i pomiar, wystarczy nacisnąć przycisk rozpoczęcia cyklu.