






| Spindelbohrung | Ø61 mm |
| Spannfuttergröße | 6″ |
| Max. Bearbeitungsdurchmesser | Φ 245 mm |
| Max. Bearbeitungslänge | 605 mm |
CNC-Drehzentren
QRX
Kompakte CNC-Drehzentren mit 2 Revolvern mit Fräsoption und Y-Achse
- Obere und untere Revolver ermöglichen eine deutlich verkürzte Zykluszeit
- Einfache Programmierung von Ausgleichsschnitten und gleichzeitiger Links- und Rechtsbearbeitung mit dem Dialogprogramm MAZATROL
- Maximale Produktivität dank vielfältiger Automatisierungsoptionen: Stangenlader, Werkstückentlader und automatischer Teilefänger

QRX-50MY SG (mit Reitstock)
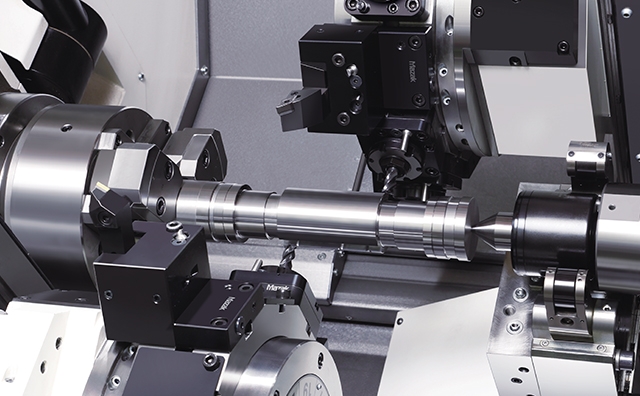
Effiziente Serienfertigung von Wellenteilen durch simultane Revolverbearbeitung
QRX-50MSY SG (mit Gegenspindel)
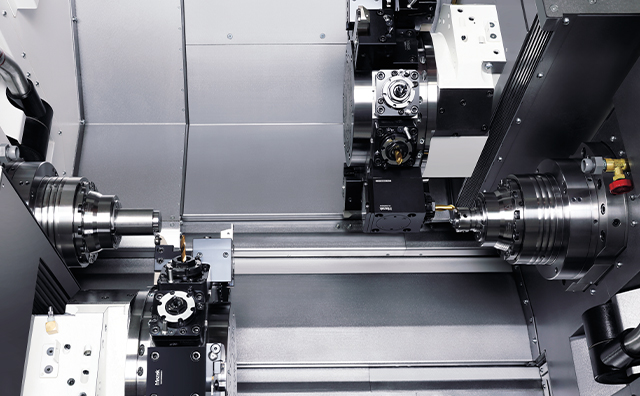
Der Maschinenaufbau mit zwei Revolvern und zwei Spindeln ermöglicht die gleichzeitige Bearbeitung von links- und rechtsgängigen Werkstücken und sorgt so für eine effiziente Serienproduktion von Stangenprofilen.
Stangendurchlass
| Maschinenmodell | Hauptspindel | Gegenspindel |
|---|---|---|
| QRX-50MY SG | Ø52 mm | - |
| QRX-50MSY SG | Ø52 mm | Ø52 mm |
Spannfuttergröße
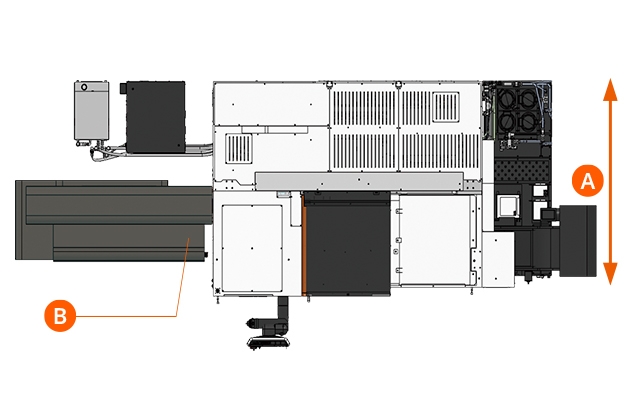
Platzsparendes Design
Das platzsparende Design mit optimierter Aufstellfläche ermöglicht die ideale Platzierung, inklusive Stangenlader, und sorgt so für die geringste Maschinenbreite in ihrer Klasse.
Höhere Produktivität dank Automatisierung
Verschiedene Automationen wie Stangenlader, Werkstückförderer und automatischer Teilefänger sind optional erhältlich, um einen langfristigen automatischen Betrieb zu unterstützen.
Stangenvorschubeinrichtung und Werkstückentladesystem
(QRX-50MSY ST)
Während an der Hauptspindel ein Werkstück bearbeitet wird, wird das fertige Werkstück an der Gegenspindel aus der Maschine entnommen. Dadurch ist ein kontinuierlicher Automatikbetrieb ohne Beeinträchtigung der Maschinenzykluszeit möglich. Bei der Auslegung des Werkstückentladesystems kann zwischen manueller Entladung und Einsatz eines Teilefängers gewählt werden.

Automatischer Teilefänger
Der am unteren Revolver angebrachte Teilekorb dient zum Transport der fertigen Werkstücke von der ersten und zweiten Spindel (bei MSY) sowie der Stangenreste.
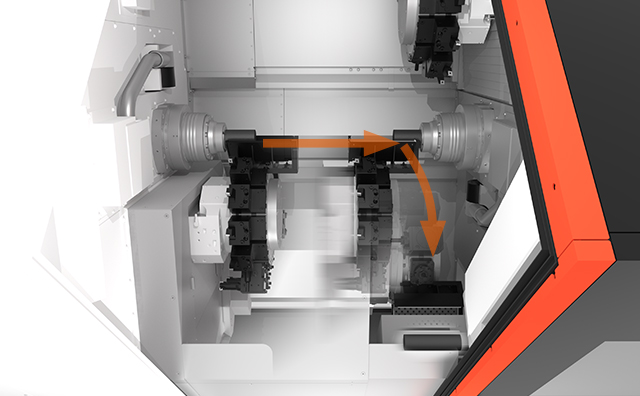
Trommelrevolver mit standardmäßigen 12 Positionen, flexibel erweiterbar auf 24.
Der Revolver ist als Trommelrevolver ausgeführt und verwendet das BMT45-Werkzeugaufnahmesystem, wodurch eine minimale Störkontur gewährleistet wird. Der Werkzeughalter kann um 180° gedreht montiert werden.
MAZATROL SmoothG CNC-Steuerung

Großer Touchscreen für intuitive Bedienung

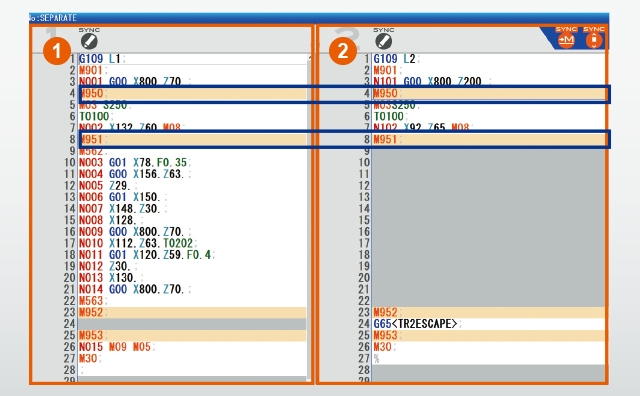
Hocheffiziente Bearbeitung mit speziellem Display für zwei Revolver und Unterstützungsfunktionen
Das in zwei Spalten unterteilte Display ermöglicht eine einfache Überwachung des Betriebs jedes einzelnen Revolvers. Der EIA/ISO-Programmierbildschirm zeigt die wartenden Befehlspositionen nebeneinander an und ermöglicht so eine intuitive und einfache Programmbearbeitung.
Verschiedene Programmprüffunktionen
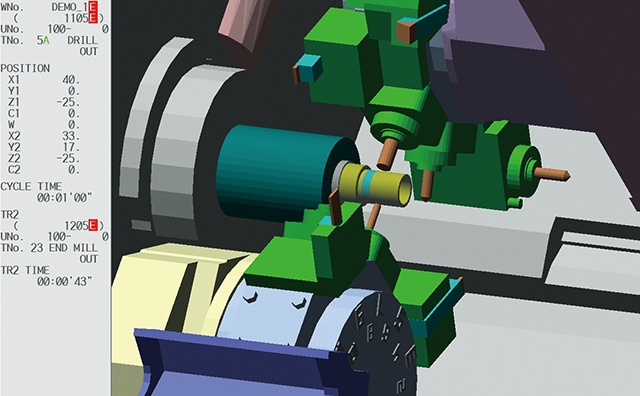
Virtuelle Bearbeitung
Durch eine Simulation unter den gleichen Betriebsbedingungen wie sie bei der Maschine vorliegen, wird die Bearbeitung und mögliche Kollisionen im Voraus überprüft. Dies ermöglicht einen hochproduktiven Betrieb vom ersten Werkstück an.
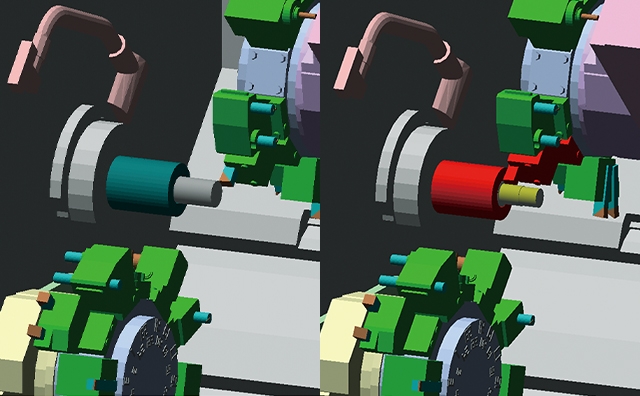
Safety Shield
Selbst wenn die Achsen während dem Einrichten manuell bewegt werden, prüft das 3D-Modell auf dem NC-Bildschirm auf Kollision und alarmiert den Bediener, um Maschinenkollisionen zu vermeiden.
Inter-Grid Single Block Bedienung
Wenn ein Revolver einen Prozess beendet, werden alle Revolver gleichzeitig angehalten, auch wenn das Ende des Blocks für jeden Revolver unterschiedlich ist. Dieser Inter-Grid Single Block-Betrieb sorgt für die Synchronisation zwischen den Revolvern und verhindert Störungen und längere Ausfallzeiten aufgrund von Programmfehlern.

A: Revolver A
B: Revolver B
1: Wenn die Zustellung in der X-Achse des Revolvers B die Markierung ▲ erreicht, stoppt auch Revolver A.
2: Wenn die Zustellung in der X-Achse des Revolver A die Markierung ▲erreicht, stoppt auch Revolver B.
▲: Betriebsende

A: Revolver A
B: Revolver B
▲: Betriebsende
Synchronisierte Override-Bedienung
Die Übersteuerung, die eine Anpassung der Programmverarbeitungszeit ermöglicht, spiegelt sich nicht nur in der Betriebszeit der Revolver wider, sondern auch in der Standby-Zeit, so dass der Programmbetrieb ohne Unterbrechung der Synchronisation zwischen den Revolvern möglich ist. Dies ermöglicht eine präzise Kollisionsüberwachung.

A: Revolver A
B: Revolver B
1: Verweilzeit (Standby-Zeit)
2: Unterstützende Funktionen
3: Keine Programmfehler

A: Revolver A
B: Revolver B
1: Verweilzeit (Standby-Zeit) Keine Zeitänderung
2: Unterstützende Funktionen
3: aufgetretene Programmabweichung
Manuelle Betätigung des Handrads
Das Bearbeitungsprogramm kann bei jeder Geschwindigkeit durch Drehen des Handrads der CNC-Steuerung von Hand bedient werden. Die Annäherungspositionen sowie potenzielle Kollisionen oder Beeinträchtigungen lassen sich präzise überprüfen.

QRX-50MSY SG

QRX-50MY SG
| Spindelbohrung | Ø61 mm |
| Spannfuttergröße | 8″ |
| Max. Bearbeitungsdurchmesser | Φ 245 mm |
| Max. Bearbeitungslänge | 552 mm |



