





| ขนาดหัวจับ | 8 นิ้ว |
| เส้นผ่านศูนย์กลางกัดงานสูงสุด | Φ670 มม. |
| ระยะกัดชิ้นงานยาวสูงสุด | 1011 มม. / 1519 มม. |
เครื่องกลึง CNC อเนกประสงค์ (Multi-Tasking)
INTEGREX AG
เครื่องมัลติทาสกิ้งแบบไฮบริดพร้อมการกัดเกียร์และการวัด
- การรวมกระบวนการผลิตเกียร์เพื่อการผลิตที่แม่นยำสูงและลดเวลาในการผลิต
- วิธีการตัดเฉือนเกียร์สามประเภท (Gear skiving Hobbing และ Endmilling) ถูกรวมเข้าด้วยกันเพื่อตอบสนองความต้องการที่หลากหลาย ตั้งแต่การผลิตในปริมาณน้อยที่มีส่วนผสมสูงไปจนถึงการผลิตจำนวนมาก
- การเขียนโปรแกรมแบบสนทนาสำหรับการกำหนดเส้นทางเครื่องมือตัด และการวัดสามารถทำได้อย่างง่ายดายและรวดเร็ว
เส้นผ่านศูนย์กลางกัดงานสูงสุด
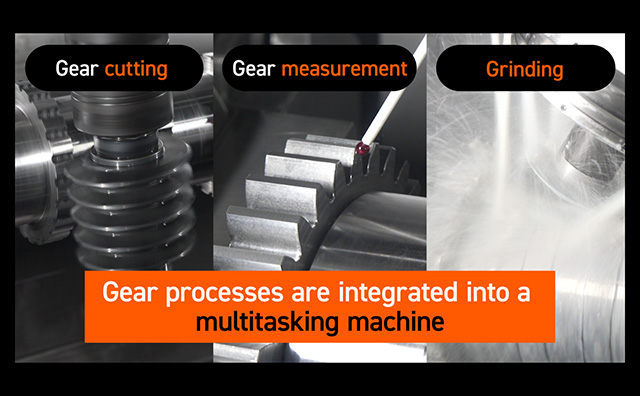
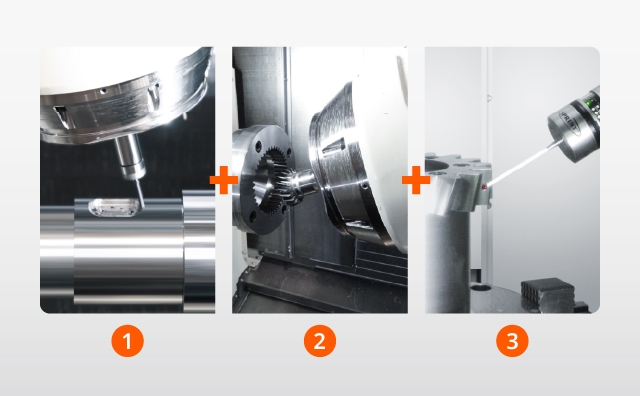
การรวม INTEGREX เข้ากับการกัดเกียร์และการวัด
เครื่องจักร INTEGREX AG series สามารถใช้งานกับการกลึง การกัด การตัดเฉือน 5 แกน และการกัดเฟืองเกียร์
วิธีการขึ้นรูปเฟืองเกียร์สามวิธี ได้แก่ gear skiving hobbing และ endmilling ถูกรวมเข้ากับเครื่องจักรเครื่องเดียวนี้ ตอบสนองความต้องการในการผลิตของคุณ ตั้งแต่การตัดเฉือนที่ยืดหยุ่นโดยใช้ดอกเอ็นมิลเอนกประสงค์ ไปจนถึงการผลิตจำนวนมากโดยใช้เครื่องมือเฉพาะทาง นอกจากนี้ยังสามารถทำการวัดเกียร์ได้ในเครื่องจักร
- 1: |5-axis machining
- 2: |Gear cutting
- 3: |Gear measurement
ผลิตเกียร์โดยไม่ต้องใช้เครื่องตัดเกียร์เฉพาะ
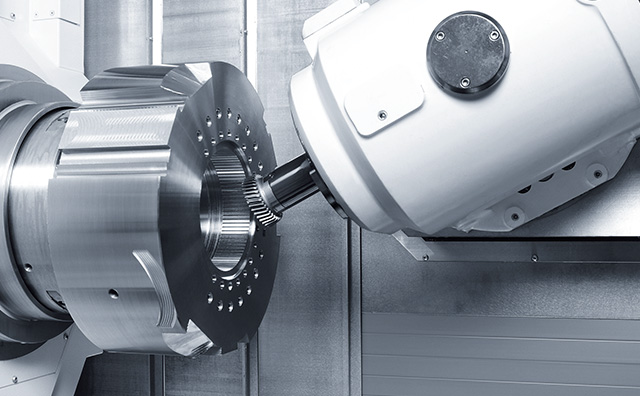
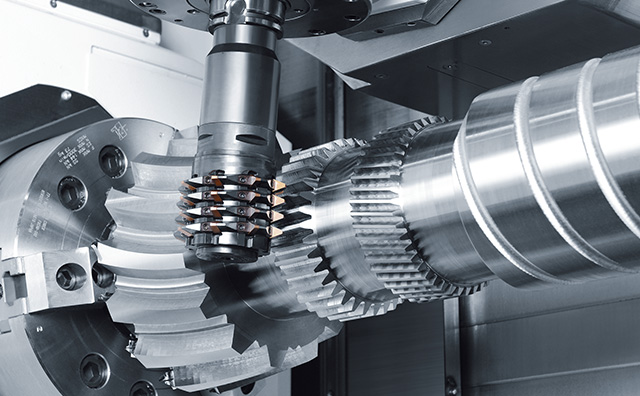
Gear skiving
เพิ่มประสิทธิภาพการผลิตด้วยระบบตัดเฉือนด้วยเกียร์ความเร็วสูง
- การกลึงเกียร์ความแม่นยำสูงด้วยเทคโนโลยีควบคุมเฉพาะของ INTEGREX AG
- ความแม่นยำของการซิงโครไนซ์การหมุนระหว่างแกนหมุนกลึงและเครื่องมืดกัดที่หมุนรอบแกน ยังคงรักษาไว้ได้แม้ที่ความเร็วรอบสูงสุดของแต่ละแกนหมุน
- Gear skiving สามารถทำได้โดยใช้ด้วยใบมีดเส้นผ่านศูนย์กลางเล็ก และชิ้นงานขนาดเล็กใช้ใบมีดคาร์ไบด์
Jet stream chuck coolant (optional)
ระบบหัวจับงานสารหล่อเย็นแบบเจ็ทสตรีมช่วยลดการกัดของเศษโลหะลงบนพื้น เกียร์ ระหว่างการกลึง เฟืองวงแหวน และช่วยยืดอายุการใช้งานของเครื่องมือ การปรับหัวฉีดช่วยให้คุณสามารถหมุนมุมการกระจายแสงได้ (40° ถึง 95°)
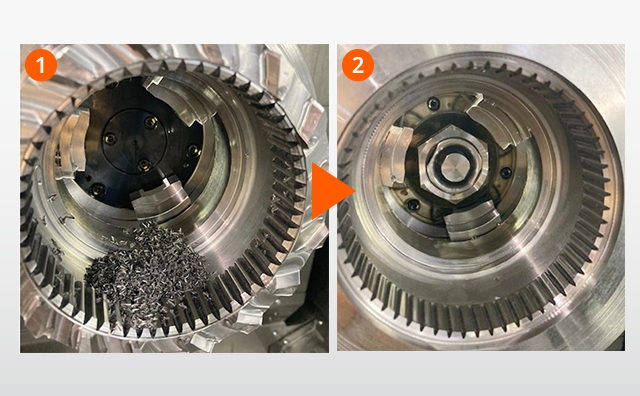
2: การกลึงด้วยออฟชั่น Jet stream chuck coolant

Hobbing
ได้มาตรฐานความแม่นยำในการตัดเฉือน ISO Class 7
ซอฟต์แวร์สนับสนุนการเขียนโปรแกรม Smooth Gear Hobbing สำหรับการกัดเฟืองมีฟังก์ชัน "Hob Shift" ที่ช่วยเลื่อนจุดการทำงานของหัวเครื่องตัดในแต่ละรอบ ทำให้ยืดระยะเวลาการทำงานออกไปจนกว่า hob cutter จะต้องลับคมใหม่ และฟังก์ชัน "Tooth lead modification" ที่ปรับจุดสัมผัสของเกียร์ที่ผ่านการกัด
Endmilling
การกัดเฟืองเกียร์สามารถใช้ดอก Endmills มาตรฐานทั่วไปได้
แม้ว่าจะไม่มีเครื่องมือพิเศษ เช่น Hob Cutters แต่ก็สามารถใช้ดอก Endmills ได้เพื่อสร้างรูปทรงที่ต้องการ
การใช้ซอฟต์แวร์กัดเฟือง Smooth Gear ทําให้ฟันเฟืองเกียร์สามารถตัดทีละซี่ได้ด้วยดอกกัด Endmills แบบมาตรฐานทั่วไป มี "ฟังก์ชันปรับแต่งรูปทรงฟัน" และ "ฟังก์ชันการปรับเปลี่ยนร่องฟัน" เพื่อปรับหน้าสัมผัสฟันของเกียร์กลึง เพื่อปรับจุดสัมผัสของฟันเฟืองที่ผ่านการกัดเฟืองเกียร์ ฟังก์ชันความแม่นยําสูงของเครื่องจักรทำให้ได้ความแม่นยําในการประมวลผลตามมาตรฐาน ISO Class 5

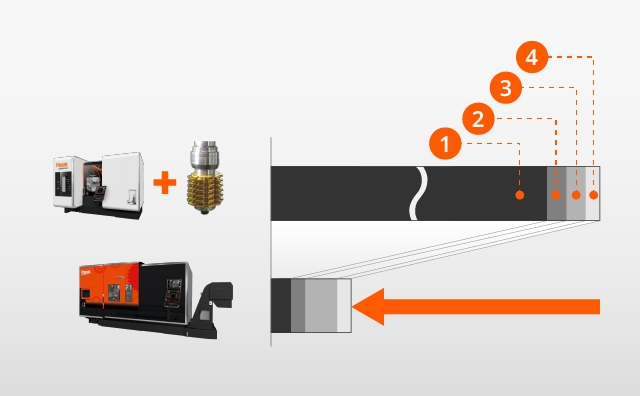
ลดเวลาในกระบวนการผลิต
การเปรียบเทียบการกัดเฟืองด้วยเครื่องมัลติทาสกิ้งและเอ็นมิลโดย INTEGREX AG
ในกรณีของการขึ้นรูปชิ้นส่วนสำหรับการผลิตที่มีหลากหลายชนิดแต่ปริมาณน้อยเครื่องมือเฉพาะทางเช่น ดอกกัดเฟือง ต้องใช้เวลามากในการเตรียมเครื่องมือและอุปกรณ์จับยึด INTEGREX AG สามารถกลึงเฟืองได้หลากหลายชนิดโดยใช้ดอกเอ็นมิลแบบทั่วไปซึ่งช่วยลดระยะเวลาในการผลิตได้อย่างมาก
1: การเตรียมเครื่องมือและอุปกรณ์ชุดจับยึด
2: การเขียนโปรแกรม
3: การผลิตเฟือง
4: กัดงาน
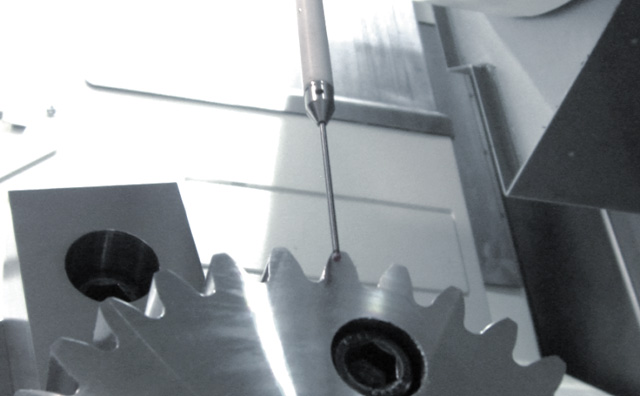
ตำแหน่งฟันเฟืองสำหรับการจัดวางตำแหน่งให้สอดคล้องกันของชิ้นส่วนกลึงอื่นๆ
ตำแหน่งรัศมีของฟันเฟือง
หลังจากขึ้นรูปเกียร์ด้วย Skiving หรือ Hobbing แล้วจะทำการระบุตำแหน่งมุมศูนย์กลางของร่องฟันเฟือง จากค่ามุมเฟสที่ระบุเครื่องจักรสามารถทำงานโดยอัตโนมัติได้จนถึงขั้นตอนการกลึงร่องลิ่ม การเจาะ และการลบคมด้วยดอกกัดเอ็นมิล มุมกึ่งกลางของ ร่อง ฟันเฟือง จะถูกระบุบนพื้นผิวหน้าตัดหรือวงกลม เคล็ดลับ ขณะตรวจสอบว่ามีฟันเฟืองอยู่หรือไม่ ความแม่นยำในการระบุตำแหน่งจริงอยู่ที่ 0.005 องศา (16 ไมโครเมตร บนวงกลมที่มีเส้นผ่านศูนย์กลาง 360 มิลลิเมตร) สามารถตั้งค่าตำแหน่งและทิศทาง การป้อน หัววัดได้โดยปราศจากการรบกวน ตามรูปทรงของชิ้นงานเป้าหมายและจุดสัมผัสของหัววัด
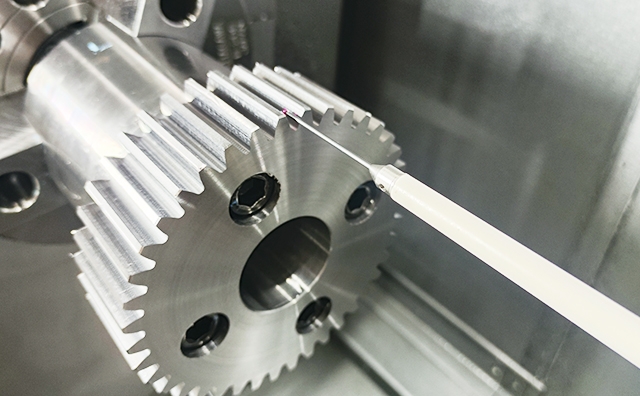
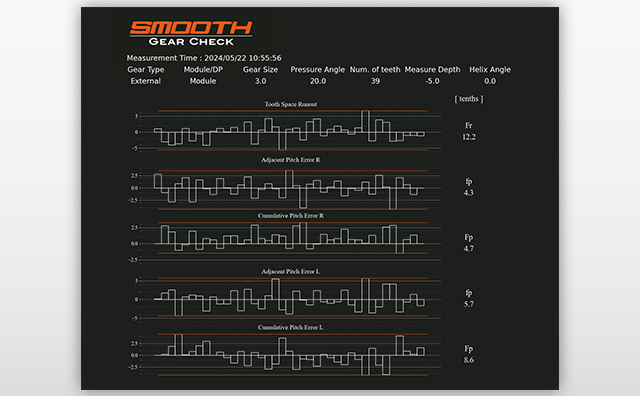
สนับสนุนการผลิตที่มีคุณภาพสูงด้วยการวัดระยะห่างของเกลียวโดยใช้หัววัดแบบสัมผัส
การวัดระยะห่าง
หลังจากทำการกลึงเสร็จแล้ว จะทำการวัดระยะห่างของเกลียวโดยใช้หัววัดแบบสัมผัส นอกเหนือจากค่าความคลาดเคลื่อนของระยะห่างฟันเฟืองเดี่ยว ค่าความคลาดเคลื่อนของระยะห่างฟันเฟืองสะสม และค่าความเบี่ยงเบนของช่องว่างฟันเฟืองแล้ว ยังมีการคำนวณจุดศูนย์กลางของวงกลมระยะห่างฟันเฟืองด้วย
การสแกนหน้าปัดเกียร์มีให้เลือกใช้งานเพิ่มเติม แสดงภาพหน้าเกียร์ที่ผ่านการกลึงโดยการวัดโปรไฟล์เกียร์และระยะห่าง
การวัดโปรไฟล์เฟืองและระยะเฟืองเกียร์ *
หลังจากทำการกลึงเสร็จแล้ว จะทำการวัดโปรไฟล์เกียร์และระยะห่างเกียร์ ทันทีโดยการติดหัววัดแบบสแกนเข้าไป
จำนวนขั้นตอนที่จำเป็นในการขนส่งชิ้นงานที่ผ่านการกลึงแล้วไปยังเครื่องวัด 3 มิติเพื่อตรวจสอบ และจากนั้นส่งกลับมายัง INTEGREX เพื่อการตัดเฉือนเพิ่มเติมจะลดลง
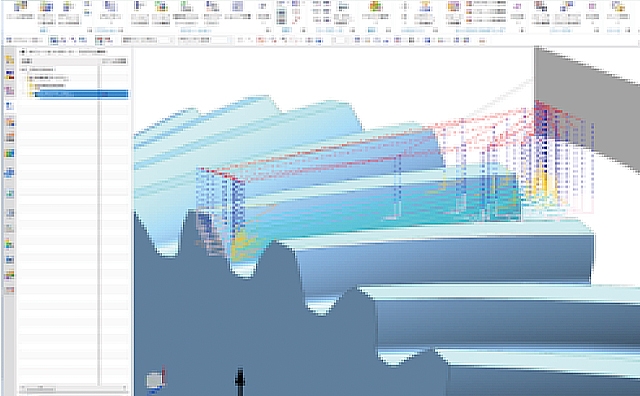
ผลการวัดจะแสดงบนหน้าจอ MAZATROL SmoothAi และสามารถดูผิวฟันเฟืองได้
* ตัวเลือก

การวัดพื้นผิวฟันเฟืองด้วยหัววัด Probe scan
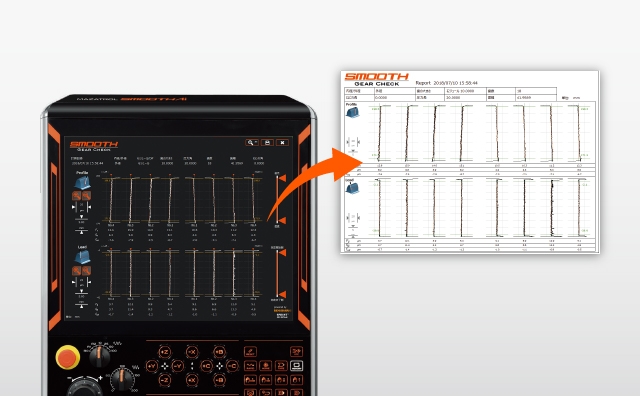
MAZATROL SmoothAi แสดงผลการวัด
ผลการวัดที่แสดงบนหน้าจอ CNC สามารถส่งออกเป็นภาพ (ไฟล์ PNG) ได้ด้วยการแตะเพียงครั้งเดียว
การเขียนโปรแกรมการสนทนาสําหรับความแม่นยำสูง การกัดเกียร์และการวัด
การเขียนโปรแกรมทำได้ง่ายและรวดเร็ว เพียงแค่ตั้งค่าพารามิเตอร์และอัตราการป้อนต่างๆ ตามที่ระบุไว้ในแบบร่าง พร้อมทั้งดูคำแนะนำแบบกราฟิกประกอบ ซอฟต์แวร์สนับสนุนนี้จะสร้างโปรแกรม G-code เฉพาะ และยังสร้างเส้นทางการตัดเฉือนและการวัดโดยอัตโนมัติอีกด้วย การกัดและวัดเกียร์ทําได้โดยการกดปุ่มเริ่มต้นทำงาน

การเปรียบเทียบกับวิธีการประมวลผลแบบเดิม
แบบไม่มี Smooth Gear Milling (ตัวเลือก)


- step-1
- step-2
- step-3
- step-4
แบบมี Smooth Gear Milling (ตัวเลือก)
เพียงป้อนข้อมูลที่จำเป็นและเงื่อนไขการตัดเฉือนลงในระบบ CNC ก็สามารถเริ่มการตัดเฉือนได้

- step-1
- step-2
- step-3
- step-4