



Additive Manufacturing (AM) Technology
Additive manufacturing (AM) is a manufacturing technology that creates shapes by layering materials. Unlike conventional machining processes or pouring materials into a mold, AM allows for the creation of shapes by layering only the necessary amount of material in the required places. By utilizing these methods, the degree of freedom in product design is expanded, opening new possibilities in manufacturing.
- Complex shapes can be molded in one piece, significantly reducing assembly time
- Minimize finishing allowance and create a close to the finished product
- Flexibly accommodate prototyping and design changes without molds
- Maximize material usage efficiency by layering only the necessary amount
- Design flexibility that surpasses conventional methods, such as weight reduction and functional integration

Growing demand for additive manufacturing technology
In recent years, interest in additive manufacturing has been growing worldwide. Several factors underpin this trend, significantly transforming the nature of manufacturing. One key factor is the ability to drastically shorten development processes. Since design data can be reflected directly to physical objects, prototyping and revision cycles can be accelerated. Furthermore, its ability to produce only what is needed, where it is needed, reduces inventory management burdens, enables local production, and provides an opportunity to rethink traditional supply chains. Additionally, environmental benefits such as minimizing material waste and enabling efficient energy use cannot be overlooked. The combination of these multiple values positions additive manufacturing as a crucial technology supporting the manufacturing industry of the new era.
- ●|Reduction of the lead time
- ●|Reduction of the burden of inventory management
- ●|Reduction of the material waste
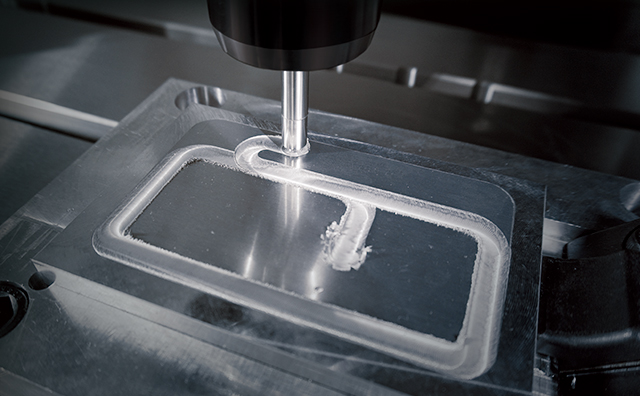
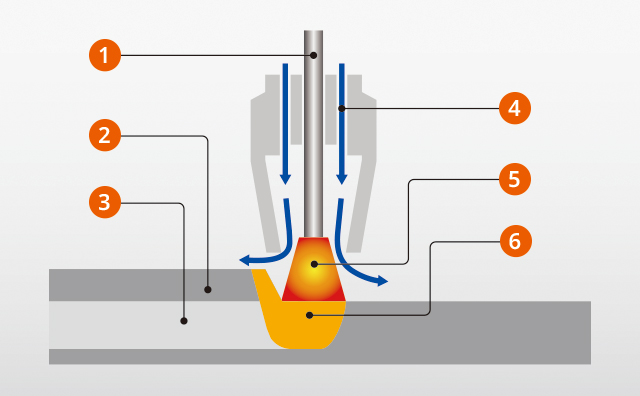
Laser metal deposition
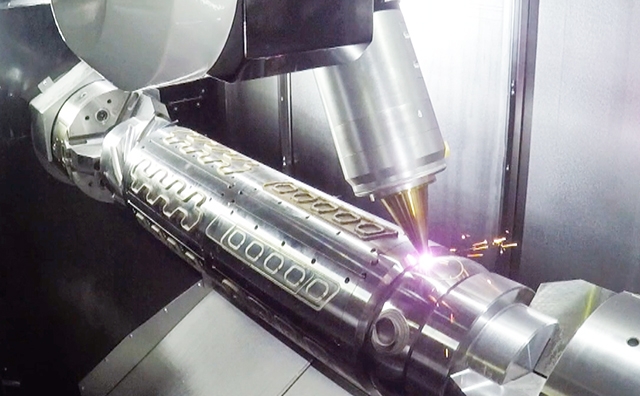
Laser metal deposition technology is a manufacturing method that instantly melts and solidifies metal powder using a laser. It enables high-precision and dense forming, making it suitable for complex shapes, thin walls, and fine structures. Furthermore, it can form corrosion-resistant, wear-resistant, and heat-resistant layers with sub-millimeter thickness on the base material surface, achieving higher adhesion compared to plating or thermal spraying. It is an advanced technology that can be used to fill only the necessary parts and is effective for repairs and modifications.
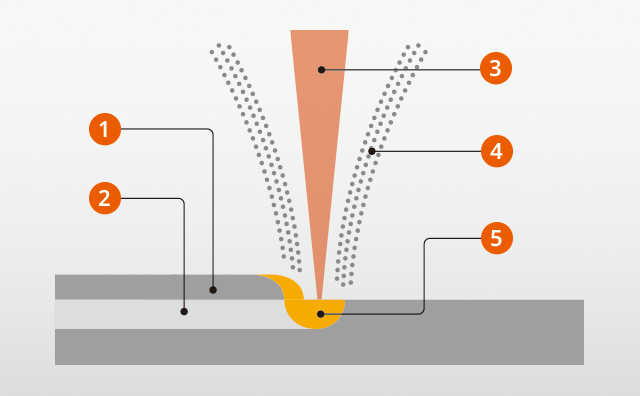

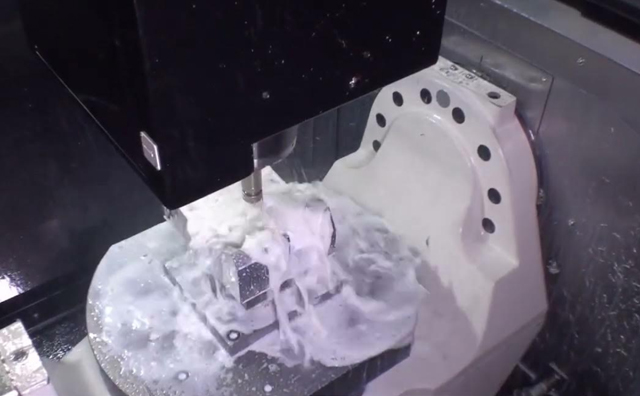
Wire arc AM
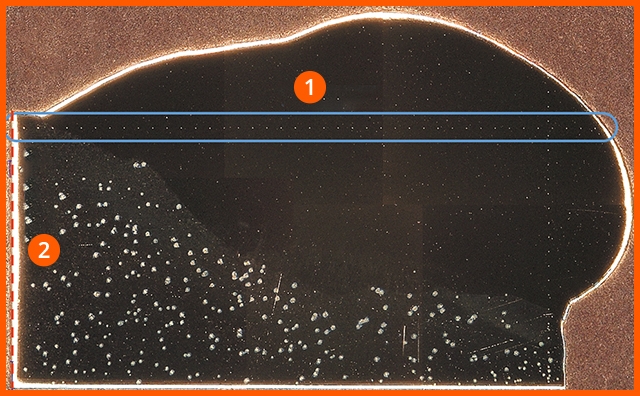
Wire-arc AM technology is a fabrication method that melts and deposits metal wire through arc discharge. Compared to powder, it is easier to handle and enables stable supply at low cost. Its high fabrication speed makes it ideal for producing large parts and performing build-up repairs. Hybrid multi-tasking machines enable machining during the layering process, allowing the shape of each layer to be refined as the build progresses. This process removes impurities and irregularities from the layered surface, significantly improving manufacturing precision. Ultimately, this results in more faithful shape reproduction and high-quality internal properties. Compared to laser metal deposition, it offers superior productivity and cost-effectiveness, making it widely used for manufacturing large components in aircraft and industrial machinery.
The diverse applications of additive manufacturing technology
AM is a flexible technology that can be used not only to manufacture new parts, but also to repair existing parts and add surface functions. It can be used for a variety of applications, including manufacturing, repair, and coating, greatly increasing productivity and added value at manufacturing sites.

3D additive manufacturing
Direct additive manufacturing allows for optimized structures, such as hollow shapes and topologies, which are difficult to achieve with conventional machining or casting processes. This enables new design concepts through weight reduction and functional integration.
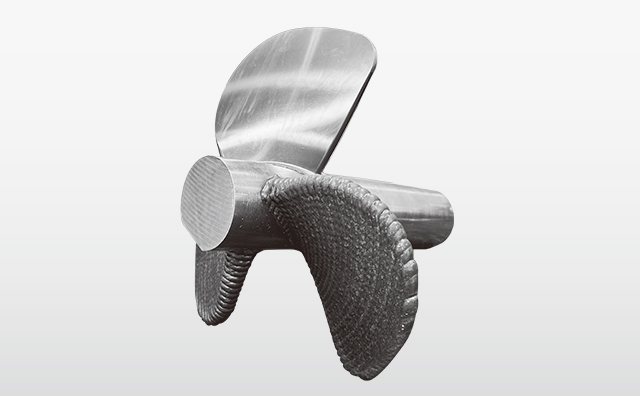
Repairing abrasion or damaged parts
By layering only the required amount of material on abrasion or damaged areas, it is possible to restore the original shape. Parts can be reused, reducing costs and making effective use of resources.

A coating that increases hardness and wear abrasion
By layering high-hardness alloys or wear-abrasion materials on the surface of the base material, the lifespan of parts can be significantly extended. This is effective for parts used in harsh environments, such as tools and molds. By controlling the laser beam diameter, it is possible to adjust the coating thickness and processing speed.


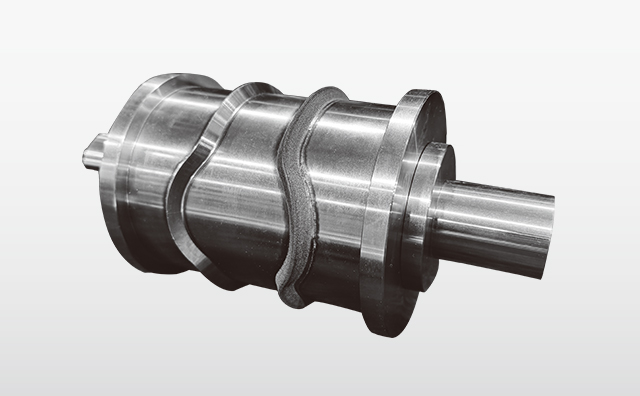
Layered deposition of dissimilar metals
By layering different metal materials, multiple properties such as wear resistance and corrosion resistance can be imparted, dramatically increasing design freedom and allowing the creation of composite material parts that were not possible with conventional methods.

Examples of process integration using additive manufacturing technology
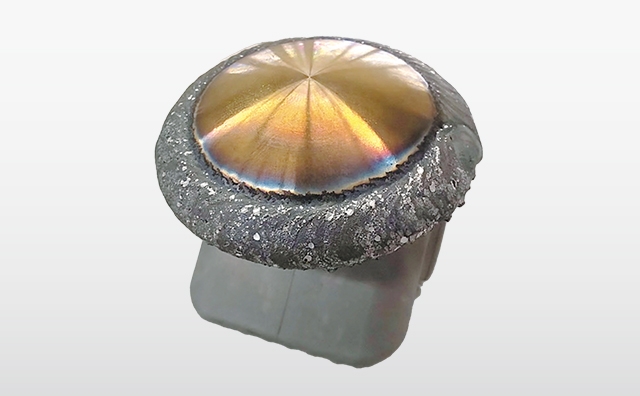
AM coating as an alternative to plating
Traditionally, plating was applied for surface hardening and wear resistance, followed by grinding for finishing. With AM, layering wear-resistant materials directly onto the surface enables plating replacement. Combined with finishing mirror grinding, it efficiently achieves highly durable and precise surface treatment.
Significantly reduce process lead time and CO2 emissions
The conventional process took 12 days, but with the introduction of the AM machine, it was shortened to 1 day.
Lead time
91% reduction
CO2 emissions from conventional processes, approximately 50 kg, reduced to approximately 30 kg with the introduction of AM machines.
CO2 emissions
40% reduction
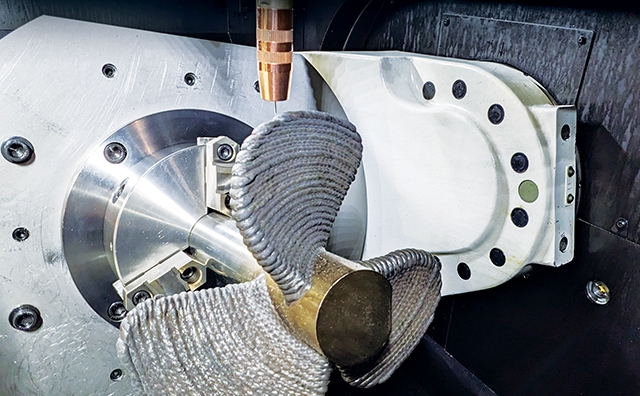
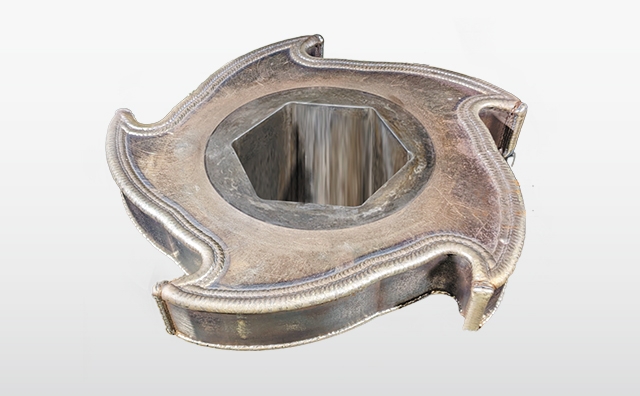
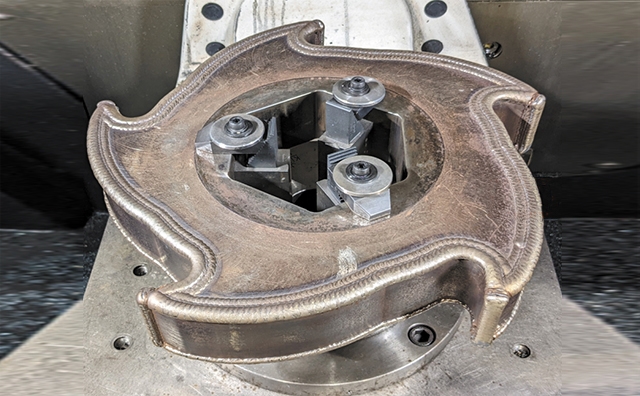
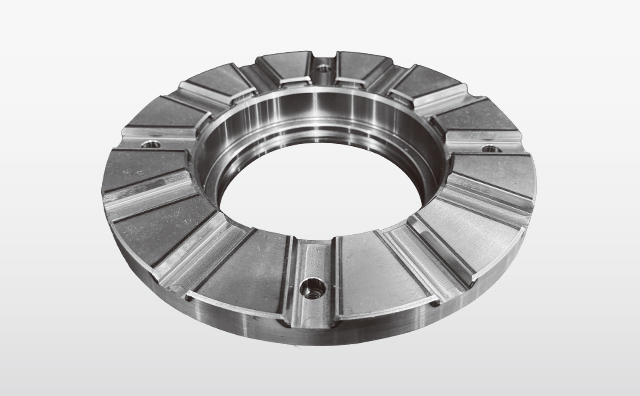
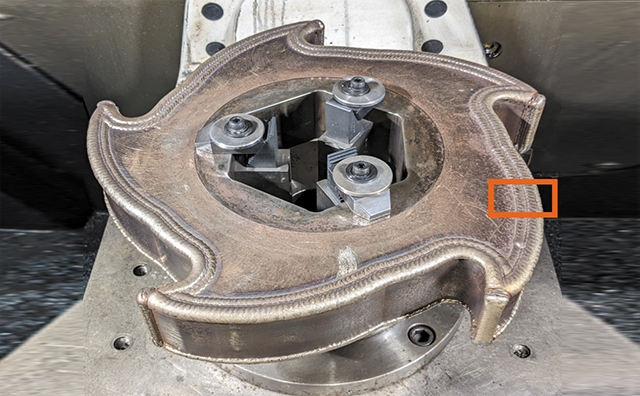
Repairing parts by wire arc AM
It solves challenges in manual repair (build-up welding, finishing) such as lengthy operations, quality inconsistencies, and frequent setup changes between machining processes. It achieves repair automation as a solution to labor shortages and technology inheritance.
| Workpiece | Crushing blade of the crusher |
|---|---|
| Industry | General machinery |
| Material | Wear-abrasion steel |
| Workpiece size | Φ500 mm × 80 mm |
Hardness (equivalent to HRC60)
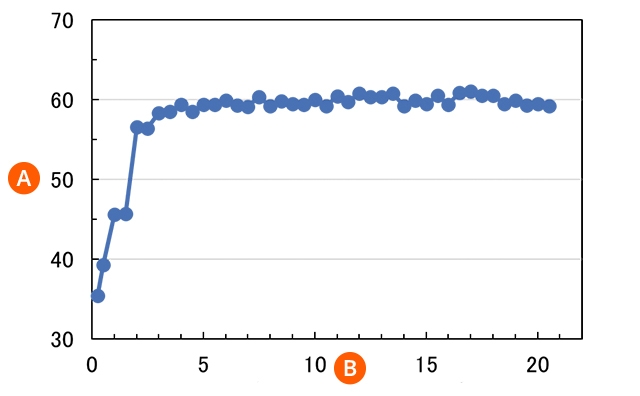
B: Distance from the end face of the test specimen (mm)

- Machining
- Workpiece measurement
- Simulation
Flow of introducing AM machines
Mazak provides total support from technology selection to post-delivery
- ●|Confirm workpiece geometry and application to assess suitability for AM
- ●|Select the optimal AM process
- ●|Propose optimal specifications including modeling size, accuracy, and peripheral equipment
- ●|Estimate and present cost, lead time, and quality improvement effects
- ●|Verify forming performance using actual workpieces and test specimens
- ・|Condition Setting: Optimize forming parameters
- ・|Test Specimen Creation and Strength Testing: Evaluate mechanical properties
- ・|Simulated Machining: Confirmation based on anticipated actual operation
- ●|Quotation
- ・|Provide a quotation including machinery, peripheral equipment, and start-up
- ●|Machine delivery, setup, and modeling confirmation conducted with on-site supervision
- ●|Establish local production conditions and install machines
- ●|Training to acquire operational and maintenance skills
- ●|Ongoing support for operational data analysis and condition optimization
- ●|Online support for operational assistance and troubleshooting
- ●|On-site visits by technicians when issues occur